ইস্পাত forging উত্পাদনের মধ্যে প্রাচীনতম এবং সবচেয়ে নির্ভরযোগ্য ধাতব প্রক্রিয়াগুলির মধ্যে একটি। কি ধরনের ফোরজিং স্টিল বিদ্যমান তার সংক্ষিপ্ত উত্তর: কার্বন ইস্পাত, খাদ ইস্পাত, স্টেইনলেস স্টীল, টুল স্টিল এবং মাইক্রোঅলয়ড স্টিল শিল্প ইস্পাত forging ব্যবহৃত পাঁচটি প্রাথমিক বিভাগ হয়. প্রতিটি প্রকার স্বতন্ত্র যান্ত্রিক এবং পরিবেশগত চাহিদা পূরণ করে, এবং ভুলটি বেছে নেওয়ার ফলে অকাল ব্যর্থতা, নিরাপত্তার ঝুঁকি বা অপ্রয়োজনীয় খরচ ওভাররান হতে পারে।
এই ব্রেকডাউনটি প্রতিটি বিভাগকে গভীরভাবে কভার করে — কী তাদের আলাদা করে তোলে, কোথায় তারা সর্বোত্তম কার্য সম্পাদন করে এবং আপনি যখন ফলনের শক্তি, কঠোরতা এবং প্রয়োগের পরিসর তুলনা করেন তখন সংখ্যাগুলি আসলে কেমন দেখায়।
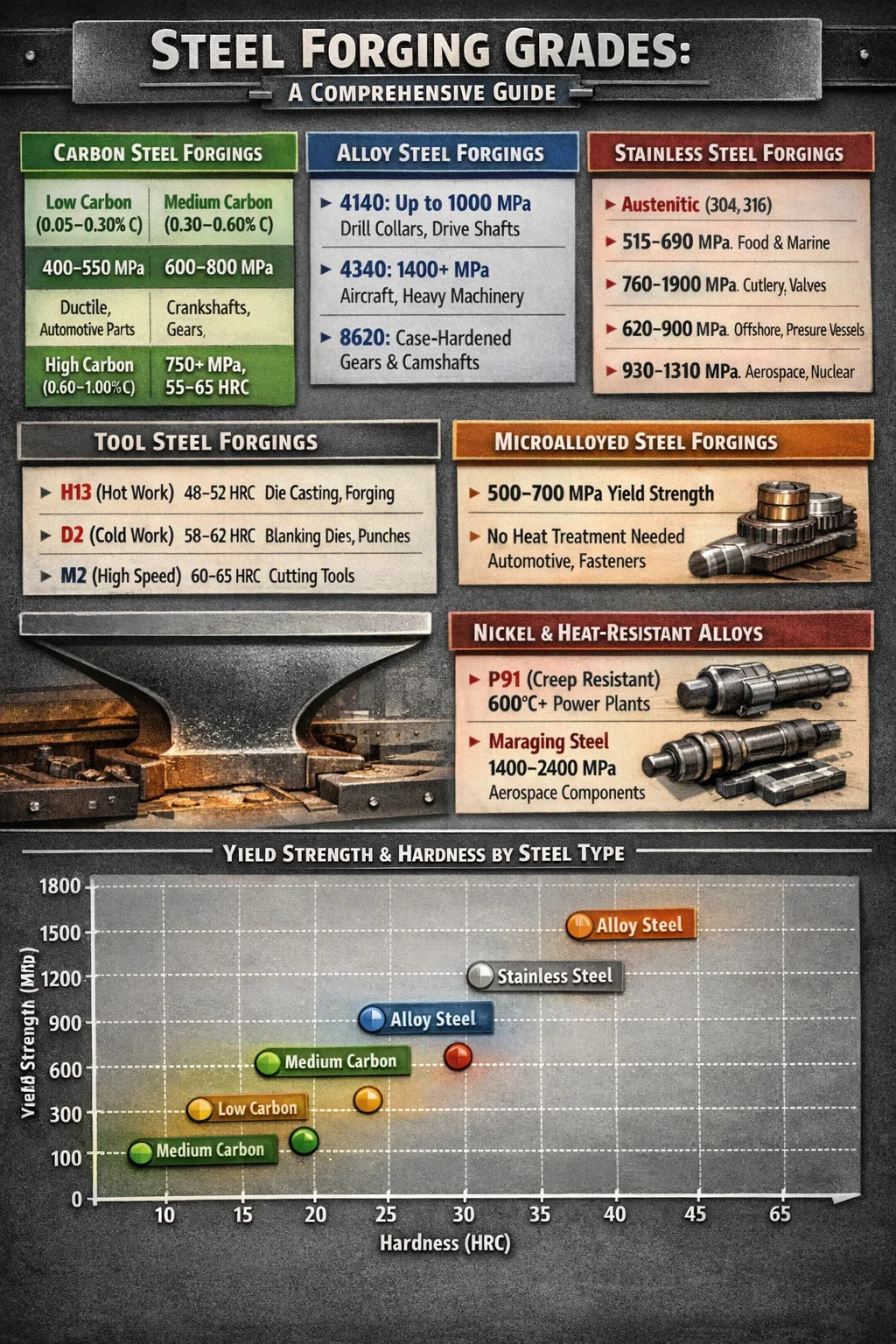
কার্বন ইস্পাত Forgings: শিল্প ওয়ার্কহরস
কার্বন ইস্পাত বিশ্বব্যাপী সমস্ত ইস্পাত ফরজিং আউটপুট সংখ্যাগরিষ্ঠ জন্য অ্যাকাউন্ট. এটি কার্বন সামগ্রীর উপর ভিত্তি করে তিনটি সাব-গ্রুপে শ্রেণীবদ্ধ করা হয়েছে এবং সেই কার্বন শতাংশের শক্তি, কঠোরতা এবং নমনীয়তার উপর সরাসরি এবং পরিমাপযোগ্য প্রভাব রয়েছে।
নিম্ন কার্বন ইস্পাত (0.05% - 0.30% সে.)
কম কার্বন ইস্পাত ফোরজিংস অত্যন্ত নমনীয় এবং গঠন করা সহজ। প্রসার্য শক্তি সাধারণত 400 থেকে 550 MPa পর্যন্ত হয়। এই ফোরজিংস সাধারণত স্ট্রাকচারাল উপাদান, স্বয়ংচালিত শরীরের অংশ এবং সাধারণ-উদ্দেশ্য বোল্টের জন্য ব্যবহৃত হয়। তারা শক্ত হওয়ার জন্য তাপ চিকিত্সার জন্য ভাল সাড়া দেয় না তবে সহজেই ঢালাই এবং মেশিন করা হয়।
মাঝারি কার্বন ইস্পাত (0.30% - 0.60% সে.)
এটি সবচেয়ে ব্যাপকভাবে নকল পরিসীমা। মাঝারি কার্বন গ্রেড যেমন AISI 1040 এবং AISI 1045 শক্তি এবং দৃঢ়তার মধ্যে একটি শক্তিশালী ভারসাম্য অফার করে। তাপ চিকিত্সা 600 MPa এর উপরে ফলন শক্তি ধাক্কা দিতে পারে। অ্যাপ্লিকেশনগুলির মধ্যে ক্র্যাঙ্কশ্যাফ্ট, সংযোগকারী রড, অ্যাক্সেল, গিয়ার এবং রেলওয়ে উপাদান অন্তর্ভুক্ত রয়েছে। AISI 1045 তর্কযোগ্যভাবে সাধারণ যান্ত্রিক প্রকৌশলে সবচেয়ে সাধারণভাবে নির্দিষ্ট মাঝারি কার্বন ইস্পাত ফোরজিংস গ্রেড।
উচ্চ কার্বন ইস্পাত (0.60% - 1.00% সে.)
উচ্চ কার্বন ফোরজিংস উচ্চতর কঠোরতা এবং পরিধান প্রতিরোধক প্রদান করে তবে এটি আরও ভঙ্গুর এবং কাজ করা কঠিন। এগুলি স্প্রিংস, কাটার সরঞ্জাম, তারের দড়ি এবং রেল স্টিলের জন্য ব্যবহৃত হয়। কঠোরতার মানগুলি যথাযথ তাপ চিকিত্সার পরে নিয়মিতভাবে 55-65 HRC-তে পৌঁছায়, যা সাবধানে নকশা বিবেচনা ছাড়াই প্রভাব-ভারী অ্যাপ্লিকেশনের জন্য অনুপযুক্ত করে তোলে।
খাদ ইস্পাত Forgings: রসায়ন মাধ্যমে উন্নত কর্মক্ষমতা
অ্যালয় স্টিলের ফোরজিংসে ক্রোমিয়াম, মলিবডেনাম, নিকেল, ভ্যানাডিয়াম বা ম্যাঙ্গানিজের পরিমাণে কার্বন ইস্পাত পাওয়া পরিমাণের বাইরে ইচ্ছাকৃত সংযোজন থাকে। এই সংযোজনগুলি কঠোরতা, উচ্চ তাপমাত্রায় কঠোরতা এবং ক্লান্তি এবং ক্ষয় প্রতিরোধের পরিবর্তন করে। মোট অ্যালোয়িং উপাদান সামগ্রী সাধারণত 1% এবং 5% এর মধ্যে থাকে।
সবচেয়ে সাধারণভাবে সম্মুখীন খাদ ইস্পাত ফোরজিং গ্রেড অন্তর্ভুক্ত:
- 4140 (Cr-Mo স্টিল): প্রসার্য শক্তি 1000 MPa পর্যন্ত প্রশমিত এবং টেম্পারড অবস্থায়। তেল এবং গ্যাস ড্রিল কলার, প্রতিরক্ষা উপাদান এবং স্বয়ংচালিত ড্রাইভ শ্যাফ্টে ব্যবহৃত হয়।
- 4340 (Ni-Cr-Mo স্টিল): তাপ চিকিত্সার মাধ্যমে 1400 MPa-এর বেশি প্রসার্য শক্তি সহ সাধারণ ব্যবহারে সবচেয়ে শক্তিশালী খাদ স্টিলগুলির মধ্যে একটি। এয়ারক্রাফ্ট ল্যান্ডিং গিয়ার, হেভি-ডিউটি ক্র্যাঙ্কশ্যাফ্ট এবং উচ্চ-পারফরম্যান্স অ্যাক্সেল শ্যাফ্টে পাওয়া যায়।
- 8620: একটি কেস-হার্ডেনিং গ্রেড গিয়ার এবং ক্যামশ্যাফ্টের জন্য জনপ্রিয় যেখানে একটি শক্ত কোর এবং শক্ত পৃষ্ঠ উভয়ই একই সাথে প্রয়োজন।
- EN36 এবং EN24: টারবাইন শ্যাফ্ট এবং পারমাণবিক প্ল্যান্টের উপাদানগুলির মতো ভারী ইঞ্জিনিয়ারিং ফোরজিংসের জন্য ইউকে/ইউরোপীয় স্পেসিফিকেশনে সাধারণ।
কার্বন ইস্পাতের উপর খাদ স্টিলের ফোরজিং এর সুবিধা হল শক্ত হওয়ার গভীরতা। 100 মিমি ব্যাসের একটি 4140 বারকে একটি অভিন্ন মাইক্রোস্ট্রাকচারের মাধ্যমে শক্ত করা যেতে পারে, যেখানে একই ব্যাসের একটি প্লেইন কার্বন ইস্পাত পৃষ্ঠ থেকে কোর পর্যন্ত একটি চিহ্নিত কঠোরতা হ্রাস দেখাবে।
স্টেইনলেস স্টীল Forgings: যান্ত্রিক লোড অধীনে জারা প্রতিরোধের
স্টেইনলেস স্টিলের ফোরজিংসে ওজন অনুসারে ন্যূনতম 10.5% ক্রোমিয়াম থাকে, যা একটি প্যাসিভ অক্সাইড স্তর গঠন করে যা জারণ এবং ক্ষয় প্রতিরোধ করে। ফোরজিং প্রক্রিয়া স্টেইনলেস স্টিলের শস্য কাঠামোকে এমনভাবে পরিমার্জন করে যে ঢালাই প্রতিলিপি করতে পারে না, উচ্চতর ক্লান্তি শক্তি এবং প্রভাবের দৃঢ়তা সহ উপাদান তৈরি করে।
স্টেইনলেস স্টিল ফোরজিংয়ে ব্যবহৃত প্রধান পরিবারগুলি হল:
| পরিবার | সাধারণ গ্রেড | সাধারণ প্রসার্য শক্তি | কী অ্যাপ্লিকেশন |
|---|---|---|---|
| অস্টেনিটিক | 304, 316, 321 | 515-690 MPa | রাসায়নিক প্রক্রিয়াকরণ, খাদ্য সরঞ্জাম, সামুদ্রিক |
| মার্টেনসিটিক | 410, 420, 440C | 760-1900 MPa | কাটলারি, ভালভ, পাম্প শ্যাফ্ট, অস্ত্রোপচারের সরঞ্জাম |
| ডুপ্লেক্স | 2205, 2507 | 620-900 MPa | অফশোর তেল, ডিস্যালিনেশন, প্রেসার ভেসেল |
| বৃষ্টিপাত কঠিন | 17-4 PH, 15-5 PH | 930-1310 MPa | মহাকাশ, পারমাণবিক, উচ্চ কর্মক্ষমতা ভালভ |
316L স্টেইনলেস স্টীল ফোর্জিং ফার্মাসিউটিক্যাল এবং খাদ্য প্রক্রিয়াকরণে বিশেষভাবে প্রভাবশালী কারণ কম কার্বন উপাদান ঢালাইয়ের সময় সংবেদনশীলতার ঝুঁকি হ্রাস করে এবং মলিবডেনাম সংযোজন (2-3%) ক্লোরাইড পরিবেশে পিটিং প্রতিরোধের উল্লেখযোগ্যভাবে উন্নতি করে। ডুপ্লেক্স গ্রেড 2205 316L এর প্রায় দ্বিগুণ ফলন শক্তি, ন্যূনতম প্রায় 450 MPa প্রদান করে, যা পরিষেবা জীবনের সাথে আপোস না করে পাতলা দেয়ালের নকশা এবং উপাদানের ওজন হ্রাস করার অনুমতি দেয়।
টুল ইস্পাত Forgings: ফর্মিং এবং কাটিয়া অ্যাপ্লিকেশনের জন্য চরম কঠোরতা
টুল স্টিলগুলি বিশেষভাবে ইঞ্জিনিয়ার করা হয় যাতে তারা চরম যান্ত্রিক চাপ, ঘর্ষণ এবং তাপের অধীনে তাদের কঠোরতা এবং আকৃতি বজায় রাখে। যখন ফোরজিং প্রক্রিয়ার মাধ্যমে উত্পাদিত হয়, টুল স্টিলগুলি একটি পরিমার্জিত, অভিন্ন শস্য কাঠামো তৈরি করে যা টুলিং অ্যাপ্লিকেশনের চাহিদার ক্ষেত্রে কাস্ট বা ঘূর্ণিত বিকল্পগুলিকে উল্লেখযোগ্যভাবে ছাড়িয়ে যায়।
টুল ইস্পাত ফোরজিংস AISI শ্রেণীবিভাগ সিস্টেম দ্বারা গোষ্ঠীভুক্ত করা হয়:
- H-সিরিজ (হট ওয়ার্ক টুল স্টিল): H13 এবং H11 এর মতো গ্রেডগুলি 500 ডিগ্রি সেলসিয়াসের উপরে তাপমাত্রায় নরম হওয়া প্রতিরোধ করার জন্য তৈরি করা হয়। H13 হল ডাই কাস্টিং ডাইস, এক্সট্রুশন টুলিং এবং হট ফোরজিং ডাইসের জন্য বিশ্বব্যাপী মানদণ্ড। এটি তাপ চিকিত্সার পরে 48-52 HRC অর্জন করে এবং বারবার তাপীয় সাইকেল চালানোর জন্য পর্যাপ্ত দৃঢ়তা বজায় রাখে।
- ডি-সিরিজ (কোল্ড ওয়ার্ক, হাই ক্রোমিয়াম): D2-এ প্রায় 12% ক্রোমিয়াম এবং 1.5% কার্বন রয়েছে, যা ঘরের তাপমাত্রায় এটিকে ব্যতিক্রমী পরিধান প্রতিরোধ ক্ষমতা দেয়। এটি ব্ল্যাঙ্কিং ডাইস, ফর্মিং টুলস এবং পাঞ্চের জন্য ব্যবহৃত হয় যেখানে খুব উচ্চ উত্পাদন রানের উপর মাত্রিক নির্ভুলতা গুরুত্বপূর্ণ।
- এম-সিরিজ (হাই স্পিড স্টিল): M2 এবং M42 তাপমাত্রায় তাদের কাটিং প্রান্ত ধরে রাখে যেখানে কার্বন ইস্পাত সরঞ্জামগুলি সমস্ত কঠোরতা হারিয়ে ফেলবে। টংস্টেন, মলিবডেনাম এবং কোবাল্টের সংমিশ্রণ M42-কে একটি গরম কঠোরতার সুবিধা দেয় যা এটিকে ড্রিল বিট, ট্যাপ, মিলিং কাটার এবং ব্রোচে অপরিবর্তনীয় করে তোলে।
- পি-সিরিজ (মোল্ড স্টিল): প্লাস্টিকের ইনজেকশন ছাঁচের জন্য ডিজাইন করা, P20 হল সবচেয়ে ব্যাপকভাবে ব্যবহৃত নকল ছাঁচের স্টিলগুলির মধ্যে একটি। এটি সাধারণত 28-34 HRC-তে পূর্ব-কঠিন অবস্থায় সরবরাহ করা হয়, যা মেশিন করার পরে তাপ চিকিত্সার প্রয়োজনীয়তা দূর করে।
টুল স্টিলের ফরজিংয়ের জন্য সুনির্দিষ্ট তাপমাত্রা নিয়ন্ত্রণ প্রয়োজন। উদাহরণস্বরূপ, H13, 1010°C এবং 1150°C এর মধ্যে নকল করতে হবে এবং ক্র্যাকিং এড়াতে ফোরিংয়ের পরে ধীরে ধীরে ঠান্ডা করতে হবে৷ অনুপযুক্ত ফোরজিং অনুশীলন অবশিষ্ট স্ট্রেস এবং মোটা কার্বাইড নেটওয়ার্ক প্রবর্তন করে যা নাটকীয়ভাবে কঠোরতা হ্রাস করে।
Microalloyed Steel Forgings: তাপ চিকিত্সা ছাড়াই কাছাকাছি-নেট-আকৃতির দক্ষতা
মাইক্রোঅ্যালয়েড স্টিল — যাকে এইচএসএলএ (হাই স্ট্রেন্থ লো অ্যালয়) স্টিলও বলা হয় ফরজিং প্রসঙ্গে — একটি আধুনিক প্রকৌশল সমাধানের প্রতিনিধিত্ব করে যা কার্বন স্টিলের গঠনযোগ্যতাকে শক্তি স্তরের সাথে একত্রিত করে যা পূর্বে অ্যালয় স্টিল এবং পোস্ট-ফার্জ হিট ট্রিটমেন্টের প্রয়োজন ছিল। মূল সংযোজনগুলি হল ভ্যানডিয়াম (0.05–0.15%), নাইওবিয়াম (0.02–0.05%), এবং টাইটানিয়াম, খুব অল্প পরিমাণে যা নিয়ন্ত্রিত শীতল করার সময় সূক্ষ্ম কার্বাইড এবং নাইট্রাইড হিসাবে ক্ষরণ করে।
প্রধান বাণিজ্যিক সুবিধা হল যে মাইক্রোঅ্যালয়েড স্টিল ফোরজিংস 500-700 MPa এর ফলন শক্তি নির্গমন এবং টেম্পারিং ছাড়াই অর্জন করতে পারে, যা উত্পাদন চক্রের একটি বড় খরচ এবং সময়কে দূর করে। মোটরগাড়ি নির্মাতারা ঠিক এই কারণেই সংযোগকারী রড, ক্র্যাঙ্কশ্যাফ্ট এবং স্টিয়ারিং নাকলের জন্য বিস্তৃতভাবে মাইক্রোঅ্যালয়েড গ্রেড গ্রহণ করেছে।
সাধারণ মাইক্রোঅ্যালয়েড ফোরজিং গ্রেডের মধ্যে রয়েছে 38MnVS6, 46MnVS3, এবং SAE 1548V। এই গ্রেডগুলি এমনভাবে ডিজাইন করা হয়েছে যাতে ফোরজিং অপারেশন এবং পরবর্তী নিয়ন্ত্রিত বায়ু শীতলকরণ দুটি পৃথক ফার্নেস অপারেশন প্রতিস্থাপন করে একটি একক তাপচক্রে চূড়ান্ত যান্ত্রিক বৈশিষ্ট্যগুলি অর্জন করে। উচ্চ-ভলিউম স্বয়ংচালিত ফোর্জিং-এ, এটি নিভৃত-এন্ড-টেম্পার রুটের তুলনায় প্রতি অংশে 30% পর্যন্ত শক্তি সঞ্চয় করে।
একটি সীমাবদ্ধতা হ'ল মাইক্রোঅ্যালয়েড স্টিলের প্রচলিত খাদ স্টিলের তুলনায় সংকীর্ণ প্রক্রিয়া উইন্ডো রয়েছে। ফিনিশিং ফোরজিং তাপমাত্রা অবশ্যই সাবধানে নিয়ন্ত্রিত করতে হবে - সাধারণত 900°C এবং 1050°C-এর মধ্যে - শীতল করার সময় যথাযথ বৃষ্টিপাতের কঠোরতা নিশ্চিত করতে। টার্গেট মাইক্রোস্ট্রাকচার থেকে যেকোনো বিচ্যুতির ফলে অপ্রত্যাশিত যান্ত্রিক বৈশিষ্ট্য এবং সম্পূর্ণ ফোরজিং রানের সম্ভাব্য প্রত্যাখ্যান।
চরম পরিবেশের জন্য নিকেল-ভিত্তিক এবং তাপ-প্রতিরোধী ইস্পাত Forgings
প্রমিত শ্রেণীবিভাগের বাইরে, তাপ-প্রতিরোধী এবং নিকেল-বহনকারী ইস্পাত ফোরজিংসের একটি বিশেষ বিভাগ রয়েছে এমন অ্যাপ্লিকেশনগুলির জন্য যেখানে অপারেটিং তাপমাত্রা প্রচলিত খাদ স্টিলগুলি সহ্য করতে পারে তার চেয়ে বেশি। এর মধ্যে রয়েছে বিদ্যুত উৎপাদনের জন্য ক্রীপ-প্রতিরোধী গ্রেড এবং মহাকাশ টারবাইন ডিস্ক, সেইসাথে অতি-উচ্চ-শক্তির কাঠামোগত অ্যাপ্লিকেশনের জন্য ম্যারাজিং স্টিল।
ক্রীপ-প্রতিরোধী ইস্পাত Forgings
P91 (9Cr-1Mo-V) এবং P92-এর মতো গ্রেডগুলি 600 ডিগ্রি সেলসিয়াসের উপরে তাপমাত্রায় কাজ করা কয়লা এবং গ্যাস পাওয়ার প্লান্টগুলিতে নকল বাষ্পের শিরোনাম, ভালভ বডি এবং টারবাইন ক্যাসিংগুলিতে ব্যাপকভাবে ব্যবহৃত হয়। P91 ফোরজিংস হামাগুড়ি প্রতিরোধ করার জন্য ডিজাইন করা হয়েছে — উচ্চ তাপমাত্রায় টেকসই লোডের অধীনে ধীর, সময়-নির্ভর বিকৃতি — অপারেটিং পরিস্থিতিতে সর্বনিম্ন 100,000 ঘন্টার ক্রীপ ফাটল জীবন সহ। তাদের ক্রোমিয়াম সামগ্রী অক্সিডেশন প্রতিরোধেরও প্রদান করে যে প্লেইন কার্বন ইস্পাত 450 ডিগ্রি সেলসিয়াসের উপরে মেলে না।
Maraging Steels
ম্যারাজিং স্টিলগুলিতে 18% নিকেল এবং খুব কম কার্বন থাকে, যা তাদের চরম শক্তি অর্জন করে — 1400 থেকে 2400 MPa পর্যন্ত ফলন শক্তি অর্জনযোগ্য - বার্ধক্যজনিত তাপ চিকিত্সার সময় আন্তঃধাতু যৌগগুলির বৃষ্টিপাত থেকে। নকল ম্যারেজিং ইস্পাত উপাদানগুলি মহাকাশ রকেট মোটর কেস, বিমান গ্রেফতারকারী গিয়ার এবং অতি-উচ্চ-শক্তির টুলিং-এ ব্যবহৃত হয়। তাদের শক্তি থাকা সত্ত্বেও, তারা যুক্তিসঙ্গতভাবে শক্ত থাকে এবং অপেক্ষাকৃত নরম অবস্থায় থাকাকালীন বার্ধক্যের আগে মেশিন করা যেতে পারে।
কিভাবে ইস্পাত Forging প্রক্রিয়া ইস্পাত প্রকার দ্বারা উপাদান বৈশিষ্ট্য প্রভাবিত করে
ফোরজিং প্রক্রিয়া নিজেই — হোক না ওপেন ডাই, ক্লোজড ডাই, রিং রোলিং, বা আইসোথার্মাল ফোরজিং — প্রতিটি ইস্পাত প্রকারের সাথে আলাদাভাবে যোগাযোগ করে। এই মিথস্ক্রিয়াগুলি বোঝা কেন উপাদান নির্বাচন এবং প্রক্রিয়া নির্বাচনকে আলাদা করা যায় না তা ব্যাখ্যা করতে সহায়তা করে।
ক্লোজড ডাই স্টিল ফোর্জিংয়ে, উচ্চ বিকৃতি বাহিনী একটি সীমাবদ্ধ বিলেটে প্রয়োগ করা হয়, যা একটি অবিচ্ছিন্ন শস্য প্রবাহের সাথে কাছাকাছি-নেট-আকৃতির অংশ তৈরি করে যা উপাদান জ্যামিতি অনুসরণ করে। এই শস্য প্রবাহ ক্লান্তি এবং প্রভাব প্রতিরোধের সুবিধার জন্য দায়ী যা ফোরজিংস মেশিনযুক্ত বার স্টক বা ঢালাইয়ের উপর ধরে রাখে। বার স্টক থেকে মেশিনযুক্ত একটি সংযোগকারী রড প্রতিটি মেশিনযুক্ত পৃষ্ঠে শস্য প্রবাহকে বাধা দেয়; একটি নকল সংযোগকারী রড শেষ থেকে শেষ পর্যন্ত অবিচ্ছিন্ন শস্যের ধারাবাহিকতা বজায় রাখে।
ফোরজিং তাপমাত্রা পরিসীমা ইস্পাত প্রকারের মধ্যে উল্লেখযোগ্যভাবে পরিবর্তিত হয়:
- কার্বন এবং নিম্ন খাদ স্টীল: সাধারণত 1100°C - 1250°C গরম ফোরজিংয়ের জন্য
- স্টেইনলেস স্টীল (অস্টেনিটিক): 1100°C - 1200°C, সংবেদনশীলতা এড়াতে ধীরগতির শীতলতা সহ
- টুল স্টিল: 1010°C - 1150°C সঙ্গে চুল্লি বা অন্তরক মাধ্যমে বাধ্যতামূলক ধীর শীতল
- ম্যারাজিং স্টিলস: 1100°C - 1200°C, 480°C এ 3-6 ঘন্টার জন্য ফোরজ করার পর বয়সী
- ডুপ্লেক্স স্টেইনলেস: 1100°C - 1180°C, তারপরে ফেজ ভারসাম্য বজায় রাখতে জল নিভিয়ে ফেলা হয়
উষ্ণ ফোরজিং — মোটামুটি 650°C এবং 950°C-এর মধ্যে সম্পাদিত — মাঝারি কার্বন স্টিল এবং মাইক্রোঅ্যালয়েড গ্রেডের জন্য ট্র্যাকশন অর্জন করছে যেখানে কোল্ড ফোরজিংয়ের তীব্র প্রেস ফোর্স চাহিদা ছাড়াই গরম ফোরজিং অর্জনের চেয়ে কঠোর মাত্রার সহনশীলতা প্রয়োজন। স্টিলের কোল্ড ফোরজিং, সাধারণত কম কার্বন গ্রেডের জন্য সংরক্ষিত, সর্বোত্তম পৃষ্ঠের ফিনিস এবং মাত্রিক নির্ভুলতা অর্জন করে তবে যথেষ্ট উচ্চ ফোরজিং চাপের প্রয়োজন হয়।
সঠিক ইস্পাত ফোরজিং গ্রেড নির্বাচন করা: একটি ব্যবহারিক কাঠামো
সঠিক ফোরজিং ইস্পাত গ্রেড নির্বাচন করার জন্য বিভিন্ন প্রতিযোগী কারণের ভারসাম্য প্রয়োজন। কোন একক গ্রেড একই সাথে সমস্ত বৈশিষ্ট্য অপ্টিমাইজ করে না। নিম্নলিখিত কাঠামো শিল্প অ্যাপ্লিকেশনের সাথে সবচেয়ে প্রাসঙ্গিক সিদ্ধান্তের পরিবর্তনশীলগুলিকে ক্যাপচার করে:
- যান্ত্রিক প্রয়োজনীয়তা: ন্যূনতম ফলন শক্তি, কঠোরতা, প্রভাব শক্তি (চার্পি মান), এবং ক্লান্তি জীবন সংজ্ঞায়িত করুন। এটি অবিলম্বে বিভাগটিকে সংকীর্ণ করে — আপনার যদি 1200 MPa ফলন শক্তির প্রয়োজন হয়, কার্বন ইস্পাত নির্মূল করা হয়; যদি 400 MPa পর্যাপ্ত হয়, তবে খাদ ইস্পাত অপ্রয়োজনীয় খরচ।
- পরিবেশগত এক্সপোজার: ক্লোরাইড পরিবেশ বেশিরভাগ কার্বন এবং কম খাদ স্টিলগুলিকে নির্মূল করে যদি না লেপা থাকে। উন্নত অপারেটিং তাপমাত্রা কার্বন ইস্পাতকে আনুমানিক 400 ডিগ্রি সেলসিয়াসের উপরে না দেয় এবং ক্রোমিয়াম-বহনকারী ক্রীপ-প্রতিরোধী গ্রেডের দাবি করে।
- বিভাগের আকার এবং কঠোরতা: ক্রিটিক্যাল সার্ভিসে বড় ক্রস-সেকশন ফোরজিংস (100 মিমি ব্যাসের উপরে) সেকশনের মাধ্যমে অভিন্ন বৈশিষ্ট্য অর্জনের জন্য পর্যাপ্ত হার্ডনেবিলিটি সহ অ্যালয় স্টিলের গ্রেড প্রয়োজন। কার্বন ইস্পাত একটি শক্ত কেস এবং পুরু বিভাগে নরম কোর থাকবে।
- মেশিনযোগ্যতা এবং ডাউনস্ট্রিম প্রক্রিয়াকরণ: যদি ব্যাপক মেশিনিং ফোরজিং অনুসরণ করে, ফ্রি-মেশিনিং বৈশিষ্ট্যের জন্য যোগ করা সালফার সহ গ্রেডগুলি চক্রের সময়কে কমিয়ে দেয়, যদিও ট্রান্সভার্স শক্ততার জন্য কিছু বলিদান।
- আয়তন এবং খরচ: খুব উচ্চ উৎপাদন ভলিউমের জন্য, মাইক্রোঅ্যালয়েড গ্রেড যা পোস্ট-ফার্জ হিট ট্রিটমেন্ট দূর করে তা উল্লেখযোগ্য খরচ কমানোর প্রস্তাব দেয়। ছোট ব্যাচের বিশেষত্বের অংশগুলির জন্য, তাপ চিকিত্সার খরচ মোট অংশের খরচের একটি ছোট ভগ্নাংশ, তাই উচ্চ-কার্যকারিতা অ্যালয় গ্রেডগুলি আরও সম্ভাব্য।
অনুশীলনে, বেশিরভাগ প্রকৌশলী ASME, EN 10250, বা ASTM A668-এর মতো প্রযোজ্য ডিজাইন কোড অনুসরণ করেন যা নির্দিষ্ট পরিষেবা বিভাগের জন্য অনুমোদিত উপকরণগুলি নির্দিষ্ট করে। এই কোডগুলি নির্বাচনকে যোগ্য ইস্পাত ফোরজিং গ্রেডগুলির একটি সংক্ষিপ্ত তালিকায় সংকীর্ণ করে যা কয়েক দশকের ক্ষেত্রের অভিজ্ঞতা এবং মানসম্মত পরীক্ষার মাধ্যমে প্রাসঙ্গিক পরিষেবার শর্তগুলির জন্য বৈধ করা হয়েছে।
শিল্প-নির্দিষ্ট ইস্পাত Forging গ্রেড ব্যবহার
কয়েক দশকের পারফরম্যান্স ডেটা এবং নিয়ন্ত্রক প্রয়োজনীয়তার ভিত্তিতে বিভিন্ন সেক্টর পছন্দের ইস্পাত ফোরজিং উপকরণগুলিতে একত্রিত হয়েছে। এই শিল্পের নিয়মগুলি বোঝা স্পেসিফিকেশন কাজের জন্য একটি ব্যবহারিক সূচনা পয়েন্ট প্রদান করে।
মোটরগাড়ি Forging ইস্পাত
স্বয়ংচালিত খাত বিশ্বব্যাপী ইস্পাত ফোরজিংসের সর্বাধিক পরিমাণ ব্যবহার করে। যাত্রীবাহী গাড়ির ক্র্যাঙ্কশ্যাফ্টগুলি মূলত মাঝারি কার্বন মাইক্রোঅ্যালয়েড স্টিল (38MnVS6) বা 1045 quench-and-temper স্টিল থেকে নকল করা হয়। ভারী ট্রাক ক্র্যাঙ্কশ্যাফ্টগুলি উচ্চতর নির্দিষ্ট আউটপুটে তাদের উচ্চতর ক্লান্তি কর্মক্ষমতার জন্য 4340 বা অনুরূপ নিকেল-ক্রোমিয়াম-মলিবডেনাম অ্যালয় স্টিল ব্যবহার করে। সংযোগকারী রডগুলি C70S6 উচ্চ কার্বন ইস্পাত ব্যবহার করে ফ্র্যাকচার-বিভক্ত ডিজাইনে উল্লেখযোগ্যভাবে স্থানান্তরিত হয়েছে, যা ফোরজিংয়ের পরে ক্যাপটিকে ভেঙে ফেলার অনুমতি দেয় এবং তারপরে অসাধারণ নির্ভুলতার সাথে পুনরায় একত্রিত করা হয় — মেশিনিং অপারেশন বাদ দেওয়া এবং কানেক্টিং রড উৎপাদন খরচ প্রায় 15-20% কমানো ঐতিহ্যগত মিলিং এবং নাকাল তুলনায়.
তেল এবং গ্যাস ইস্পাত Forgings
টক পরিষেবা পরিবেশ — যেখানে হাইড্রোজেন সালফাইড উপস্থিত — বিশেষ করে ফোরজিং স্টিলের উপর কঠোর দাবি রাখে। NACE MR0175/ISO 15156 টক পরিষেবার জন্য উপাদান নির্বাচন পরিচালনা করে, এবং এটি সালফাইড স্ট্রেস ক্র্যাকিং প্রতিরোধ করতে বেশিরভাগ কার্বন এবং কম-অ্যালয় স্টিলের জন্য কঠোরতা 22 HRC সর্বোচ্চ সীমাবদ্ধ করে। F22 (2.25Cr-1Mo) এবং F5 (5Cr-0.5Mo) হল উচ্চ-তাপমাত্রা, উচ্চ-চাপ ওয়েলহেড এবং পাইপলাইন অ্যাপ্লিকেশনগুলিতে ভালভ বডি এবং ফ্ল্যাঞ্জগুলির জন্য স্ট্যান্ডার্ড অ্যালয় ফোরজিং গ্রেড।
মহাকাশ ইস্পাত Forgings
ল্যান্ডিং গিয়ার উপাদানগুলি সবচেয়ে কাঠামোগতভাবে চাহিদাযুক্ত ইস্পাত ফোরজিংস তৈরি করা হয়। 300M ইস্পাত (সিলিকন এবং ভ্যানাডিয়াম সংযোজন সহ একটি পরিবর্তিত 4340) হল প্রধান ল্যান্ডিং গিয়ার উপাদান, যা 1930 MPa বা তার উপরে প্রসার্য শক্তি অর্জন করে। AerMet 100 এবং অন্যান্য অতি-উচ্চ-শক্তির স্টিলগুলি 1965 MPa-এর উপরে প্রসার্য শক্তিকে ঠেলে দেয় এবং আগের উচ্চ-শক্তির গ্রেডগুলির তুলনায় ফ্র্যাকচার শক্ততা উন্নত করে। প্রতিটি মহাকাশ ফোরজিং 100% অতিস্বনক পরীক্ষা এবং প্রায়শই চৌম্বকীয় কণা পরিদর্শনের সাপেক্ষে, তাপ গলানোর জন্য ট্রেসেবিলিটি এবং ফোরজিং অনেক প্রয়োজন।
পাওয়ার জেনারেশন এবং নিউক্লিয়ার ফোরজিংস
বড় টারবাইন রটার ফোরজিংস 5 থেকে 200 টন ওজনের হয় এবং 26NiCrMoV11-5 বা 30CrMoNiV5-11-এর মতো কম খাদ স্টীল থেকে উত্পাদিত হয়। টারবাইনের অপারেটিং তাপমাত্রায় উচ্চ প্রভাবের দৃঢ়তা নিশ্চিত করার জন্য এই ফোরজিগুলির জন্য শক্তভাবে নিয়ন্ত্রিত সালফার এবং ফসফরাস স্তর প্রয়োজন (সাধারণত প্রতিটি 0.005% এর নিচে)। নিউক্লিয়ার রিঅ্যাক্টর প্রেসার ভেসেল ফোরজিংস A508 গ্রেড 3 (ইউরোপীয় মানদণ্ডে 20MnMoNi4-5 এর সমতুল্য), একটি দীর্ঘ নিয়ন্ত্রক বৈধতা ইতিহাস এবং বিস্তৃত Charpy এবং পারমাণবিক নিরাপত্তা কোডের জন্য প্রয়োজনীয় ফ্র্যাকচার শক্ততা ডকুমেন্টেশন সহ একটি গ্রেড ব্যবহার করে।
ইস্পাত Forgings জন্য গুণমান মান এবং পরীক্ষা
ইস্পাত ফোরজিং গ্রেড নির্বিশেষে, মানের নিশ্চয়তা আন্তর্জাতিক মান দ্বারা পরিচালিত একটি সামঞ্জস্যপূর্ণ প্যাটার্ন অনুসরণ করে। ইস্পাত ফোরজিংসের জন্য সর্বাধিক উল্লেখিত মানগুলির মধ্যে রয়েছে ASTM A668 (সাধারণ অ্যালয় স্টিল ফোরজিংস), ASTM A182 (অ্যালয় স্টিল ফ্ল্যাঞ্জ এবং ফিটিংস), EN 10250 (সাধারণ প্রকৌশলের জন্য ওপেন ডাই স্টিল ফোরজিংস), এবং API 6A (ওয়েলহেড এবং ক্রিসমাস ট্রি সরঞ্জাম)।
নকল ইস্পাত উপাদানগুলির জন্য মানক মানের পরীক্ষাগুলি অন্তর্ভুক্ত করে:
- যান্ত্রিক পরীক্ষা: প্রসার্য, ফলন, প্রসারণ, ক্ষেত্রফল হ্রাস এবং চার্পি প্রভাব (কিছু ক্রায়োজেনিক প্রয়োগে -196 ডিগ্রি সেলসিয়াস পর্যন্ত নির্দিষ্ট তাপমাত্রায়)
- কঠোরতা যাচাইকরণ: ব্রিনেল হার্ডনেস (HBW) প্রতিনিধি ক্রস-সেকশনে চেক করা হয়েছে, এবং কখনও কখনও কঠোরতা ট্র্যাভার্স থ্রু হার্ডেনিং নিশ্চিত করার জন্য
- অতিস্বনক পরীক্ষা (UT): স্পেসিফিকেশনের উপর নির্ভর করে সাধারণত FBH 2 মিমি থেকে FBH 6 মিমি পর্যন্ত সমতুল্য ফ্ল্যাট-বটম হোল মাপের ক্ষেত্রে গ্রহণযোগ্যতার মানদণ্ডের সাথে সাবসারফেসের ত্রুটিগুলির জন্য 100% ভলিউম্যাট্রিক পরিদর্শন
- রাসায়নিক গঠন যাচাইকরণ: গ্রেড সম্মতি নিশ্চিত করতে ল্যাডল এবং পণ্য বিশ্লেষণ, প্রায়শই বেস স্ট্যান্ডার্ডের প্রয়োজনের তুলনায় অবশিষ্ট উপাদানগুলিতে কঠোর সীমাবদ্ধতা থাকে
- ম্যাক্রো এবং মাইক্রো পরীক্ষা: শস্য প্রবাহ, পৃথকীকরণ এবং অভ্যন্তরীণ সুস্থতা প্রকাশের জন্য ক্রস-সেকশন এচিং; শস্যের আকার এবং মাইক্রোস্ট্রাকচার নিশ্চিতকরণের জন্য ধাতব পরীক্ষা
তাপ চিকিত্সার পরে অতিস্বনক পরীক্ষায় ব্যর্থ হওয়া ফোরজিগুলি অবশ্যই স্ক্র্যাপ বা পুনরায় প্রক্রিয়াকরণ করতে হবে — শক্ত ফোরজিংয়ের অভ্যন্তরীণ ত্রুটিগুলির জন্য কোনও মেরামতের বিকল্প নেই। এটি পরিষ্কার, ভ্যাকুয়াম-ডিগ্যাসড স্টিল বিলেটের নির্বাচন এবং ফোরজিংয়ের সময় যত্নশীল প্রক্রিয়া নিয়ন্ত্রণকে গ্রহণযোগ্য ফলন অর্জনের জন্য গুরুত্বপূর্ণ করে তোলে, বিশেষত শক্তি এবং প্রতিরক্ষা অ্যাপ্লিকেশনের জন্য বড় অ্যালয় স্টিলের ফোরজিংসে৷