খাদ ইস্পাত প্লেইন কার্বন স্টিলের তুলনায় উল্লেখযোগ্যভাবে শক্তিশালী। গ্রেড এবং তাপ চিকিত্সা অবস্থার উপর নির্ভর করে, খাদ ইস্পাত প্রসার্য শক্তি থেকে রেঞ্জ 600 MPa থেকে 1900 MPa পর্যন্ত , প্রায় 415 MPa থেকে 1600 MPa বা তার বেশি পর্যন্ত ফলন শক্তি সহ। যখন খাদ ইস্পাত ফোরজিংস হিসাবে উত্পাদিত হয়, তখন এই মানগুলি শস্য পরিশোধন এবং দিকনির্দেশক ফাইবার কাঠামোর দ্বারা আরও উন্নত হয় যা ফোরজিং প্রক্রিয়া তৈরি করে — সাধারণত ঢালাই বা ঘূর্ণিত আকারে একই খাদের তুলনায় 10-30% ভাল ক্লান্তি শক্তি সরবরাহ করে।
"মিশ্র ইস্পাত" শব্দটি স্টিলের একটি বিস্তৃত পরিবারকে জুড়ে দেয়। যা তাদের একত্রিত করে তা হ'ল মানক কার্বন ইস্পাত যা রয়েছে তার উপরে স্তরে - ক্রোমিয়াম, মলিবডেনাম, নিকেল, ভ্যানাডিয়াম, ম্যাঙ্গানিজ, সিলিকন বা এগুলির সংমিশ্রণগুলি ইচ্ছাকৃতভাবে সংযোজন। প্রতিটি সংযোজন একটি নির্দিষ্ট উদ্দেশ্য পরিবেশন করে: ক্রোমিয়াম কঠোরতা এবং ক্ষয় প্রতিরোধ ক্ষমতা বাড়ায়, মলিবডেনাম উচ্চ-তাপমাত্রার শক্তি উন্নত করে এবং মেজাজকে বাধা দেয়, নিকেল কম তাপমাত্রায় দৃঢ়তা বাড়ায় এবং ভ্যানাডিয়াম পরিধান প্রতিরোধ ক্ষমতা বাড়ার সময় শস্যের আকারকে পরিমার্জিত করে। সম্মিলিত প্রভাব এমন একটি উপাদান যা প্রায় প্রতিটি যান্ত্রিক বিভাগে কার্বন ইস্পাতকে ছাড়িয়ে যায়, উচ্চতর কাঁচামালের দামে এবং আরও বেশি তাপ চিকিত্সার প্রয়োজনীয়তার দাবিতে।
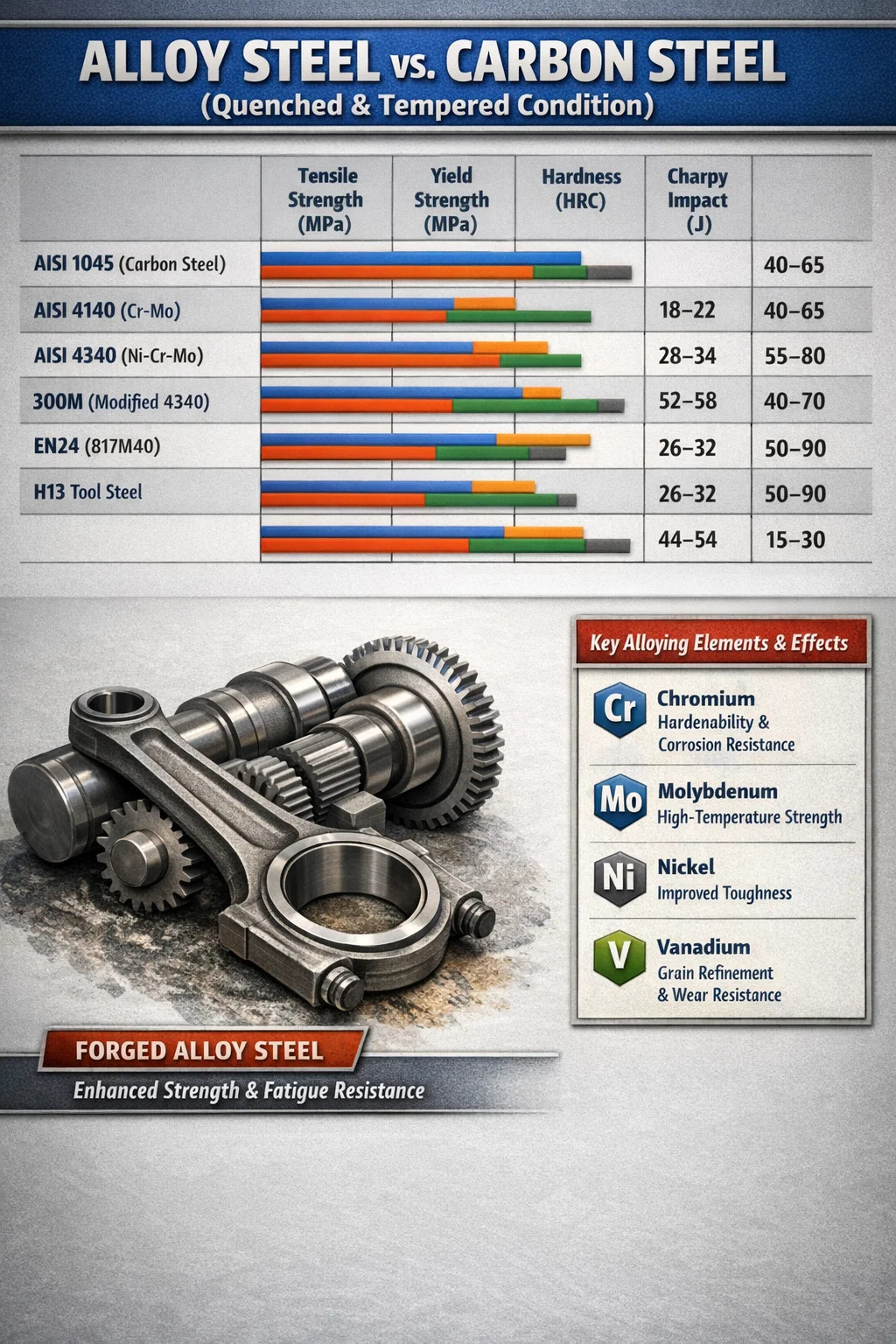
অ্যালয় স্টিলের শক্তি সংখ্যা: ডেটা আসলে কী দেখায়
খাদ স্টিলের জন্য যান্ত্রিক সম্পত্তি ডেটা গ্রেড, বিভাগের আকার এবং তাপ চিকিত্সা অবস্থার উপর নির্ভর করে যথেষ্ট পরিবর্তিত হয়। নীচের সারণীটি প্রেক্ষাপটের জন্য একটি রেফারেন্স কার্বন স্টিলের পাশাপাশি তাদের সাধারণ তাপ-চিকিত্সা অবস্থায় বেশ কয়েকটি ব্যাপকভাবে ব্যবহৃত অ্যালয় স্টিলের গ্রেডের তুলনা করে।
| গ্রেড | প্রসার্য শক্তি (MPa) | ফলন শক্তি (MPa) | কঠোরতা (HRC) | Charpy প্রভাব (J) |
|---|---|---|---|---|
| AISI 1045 (কার্বন স্টিল, প্রশ্নোত্তর) | 570-700 | 380-520 | 18-22 | 40-65 |
| AISI 4140 (Cr-Mo, Q&T) | 900-1100 | 655-965 | 28-34 | 55-80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100-1450 | 980-1380 | 35-44 | 40-70 |
| 300M (সংশোধিত 4340) | 1930-2000 | 1585-1655 | 52-58 | 34-54 |
| EN24 (817M40, Ni-Cr-Mo) | 850-1000 | 700-850 | 26-32 | 50-90 |
| H13 টুল ইস্পাত (গরম কাজ) | 1200-1600 | 1000-1380 | 44-54 | 15-30 |
এই পরিসংখ্যানগুলি স্ট্যান্ডার্ড বার বা 100 মিমি-এর নিচে ফোরজিং ক্রস-সেকশনের জন্য। বৃহত্তর অংশগুলি নিম্ন বৈশিষ্ট্যগুলি দেখাবে কারণ কঠোরতা সীমিত করে যে কীভাবে ঘন উপাদানের মাধ্যমে মাইক্রোস্ট্রাকচারটি সমানভাবে বিকাশ লাভ করে — একটি ফ্যাক্টর বিশেষত কার্বন স্টিলে উচ্চারিত হয় এবং 4340-এর মতো উচ্চ-অ্যালয় গ্রেডগুলিতে কম গুরুতর।
কেন খাদ ইস্পাত Forgings কাস্ট বা ঘূর্ণিত খাদ ইস্পাত তুলনায় শক্তিশালী
ফোরজিং প্রক্রিয়া এমন কিছু করে যা ঢালাই বা ঘূর্ণায়মান সম্পূর্ণরূপে প্রতিলিপি করে না: এটি গরম থাকাকালীন নিয়ন্ত্রিত প্লাস্টিকের বিকৃতির মাধ্যমে ইস্পাতকে জোর করে, যা অভ্যন্তরীণ ছিদ্র বন্ধ করে, শস্যের আকারকে পরিমার্জিত করে এবং একটি ক্রমাগত শস্য প্রবাহ তৈরি করে যা সমাপ্ত অংশের জ্যামিতি অনুসরণ করে। অ্যালয় স্টিলের ফোরজিংসে, এই সংমিশ্রণটি যান্ত্রিক বৈশিষ্ট্য তৈরি করে যা একই খাদ অন্যান্য পণ্যের ফর্মগুলিতে যা অর্জন করে তার চেয়ে বেশি।
ব্যবহারিক পার্থক্য পরিমাপযোগ্য। নকল এবং কাস্ট 4340 অ্যালয় স্টিলের মধ্যে প্রকাশিত তুলনাগুলি দেখায় যে নকল সংস্করণটি সাধারণত অর্জন করে:
- চক্রীয় লোডিংয়ের অধীনে 20-30% বেশি ক্লান্তি শক্তি
- 15-25% ভাল প্রভাব প্রতিরোধ ক্ষমতা (চার্পি শোষিত শক্তি)
- প্রসার্য পরীক্ষায় উন্নত নমনীয়তা এবং এলাকার হ্রাস
- একই অংশের মধ্যে বিভিন্ন অবস্থান থেকে নেওয়া পরীক্ষার টুকরোগুলির মধ্যে বৃহত্তর সামঞ্জস্য
বিকল্প বা শক লোডিংয়ের অধীনে উপাদানগুলির জন্য শস্য প্রবাহের সুবিধা বিশেষভাবে উল্লেখযোগ্য। একটি নকল অ্যালয় স্টিলের সংযোগকারী রড বা ক্র্যাঙ্কশ্যাফ্টের ফিলেট রেডিআই-এর মধ্য দিয়ে নিরবচ্ছিন্ন শস্য প্রবাহ রয়েছে — ঠিক যেখানে ক্লান্তি ফাটল শুরু হয়। একটি ঢালাই সমতুল্যের সেই গুরুত্বপূর্ণ স্থানে এলোমেলো শস্যের অভিযোজন রয়েছে, এই কারণেই স্বয়ংচালিত এবং মহাকাশ প্রকৌশলীরা উচ্চ-চক্রের ক্লান্তি অ্যাপ্লিকেশনের জন্য কাস্টিংয়ের পরিবর্তে অ্যালয় স্টিলের ফোরজিংস নির্দিষ্ট করে।
ক্লোজড ডাই অ্যালয় স্টিলের ফোরজিংস ধারাবাহিকভাবে ASTM A668, EN 10250, এবং AMS স্ট্যান্ডার্ডে নির্দিষ্ট যান্ত্রিক সম্পত্তির ন্যূনতম মান পূরণ করে বা অতিক্রম করে, যখন নামমাত্র অভিন্ন রচনাগুলির কাস্টিংগুলির জন্য প্রায়শই ডিজাইনের সীমার মধ্যে থাকার জন্য গ্রেড ডাউনগ্রেড বা সুরক্ষা ফ্যাক্টর সামঞ্জস্যের প্রয়োজন হয়।
খাদ ইস্পাত শক্তিতে খাদ উপাদানগুলির ভূমিকা
ইস্পাতের প্রতিটি খাদ উপাদান স্বতন্ত্র ধাতব প্রক্রিয়ার মাধ্যমে শক্তিকে প্রভাবিত করে। এই প্রক্রিয়াগুলি বোঝা ব্যাখ্যা করে কেন নির্দিষ্ট শক্তির লক্ষ্যগুলির জন্য নির্দিষ্ট খাদ সংমিশ্রণগুলি ব্যবহার করা হয়।
ক্রোমিয়াম (Cr)
0.5% থেকে 18% পর্যন্ত ঘনত্বে ক্রোমিয়াম সংকর স্টিলের সাথে যুক্ত করা হয় (উপরের পরিসরটি স্টেইনলেস স্টিলের অঞ্চল)। স্ট্রাকচারাল এবং ফোরজিং অ্যালয় স্টিলে, 0.5-1.5% ক্রোমিয়াম যথেষ্ট পরিমাণে কঠোরতা বৃদ্ধি করে — যার অর্থ ইস্পাতটি নিভানোর পরে বড় অংশের আকারে শক্ত হতে পারে। এটি স্থিতিশীল কার্বাইডও গঠন করে যা পরিধান প্রতিরোধের উন্নতি করে এবং ইস্পাতের টেম্পারিং প্রতিরোধকে উন্নত করে, যা অত্যন্ত গুরুত্বপূর্ণ যখন ফোরজিংটি খুব বেশি শক্তি না হারিয়ে শক্ততার প্রয়োজনীয়তা পূরণের জন্য উচ্চ তাপমাত্রায় টেম্পারড হবে।
মলিবডেনাম (Mo)
মলিবডেনাম হল প্রতি ইউনিট ওজন যোগ করা সবচেয়ে কার্যকরী হার্ডনেবিলিটি এজেন্ট। এমনকি 0.15-0.30% Mo টিটিটি (টাইম-টেম্পারেচার-ট্রান্সফরমেশন) ডায়াগ্রামে একটি উল্লেখযোগ্য পরিবর্তন তৈরি করে, যা ধীর শীতল করার হারকে এখনও বৃহৎ অ্যালয় স্টিলের ফোরজিংসে সম্পূর্ণ মার্টেনসাইট রূপান্তর অর্জন করতে দেয়। মলিবডেনাম মেজাজ নোংরামিকেও দমন করে — শস্যের সীমানা দুর্বল হওয়ার একটি রূপ যা 375-575°C পরিসরে টেম্পারড Ni-Cr স্টিলগুলিকে প্রভাবিত করে — যা 4140 এবং 4340-এর মতো Mo-বেয়ারিং গ্রেডগুলিকে ভারী সেকশন অ্যাপ্লিকেশনের জন্য আরও নির্ভরযোগ্য করে তোলে।
নিকেল (Ni)
নিকেল একটি বিস্তৃত তাপমাত্রা পরিসর জুড়ে কঠোরতা বাড়ায়, সাব-জিরো তাপমাত্রা সহ যেখানে বেশিরভাগ কার্বন এবং নিম্ন-খাদ স্টিল ভঙ্গুর হয়ে যায়। একটি 9% নিকেল স্টিলের জন্য নমনীয় থেকে ভঙ্গুর ফ্র্যাকচারে (DBTT) রূপান্তর -196°C এর নিচে ঠেলে দেওয়া যেতে পারে, এই কারণেই নিকেল অ্যালয় স্টিলগুলি ক্রায়োজেনিক চাপের জাহাজ এবং এলএনজি স্টোরেজের জন্য নির্দিষ্ট করা হয়েছে। 4340-এ পাওয়া 1.8% Ni স্তরে, প্রাথমিক সুবিধা হল ফলন শক্তির ত্যাগ না করে ফ্র্যাকচার শক্ততা উন্নত করা — একটি সংমিশ্রণ যা 4340 অ্যালয় স্টিল ফোরজিংসকে এয়ারক্রাফ্ট ল্যান্ডিং গিয়ার, অর্ডন্যান্স এবং উচ্চ-পারফরম্যান্স ড্রাইভট্রেন উপাদানগুলির জন্য একটি আদর্শ পছন্দ করে তোলে৷
ভ্যানডিয়াম (V)
ভ্যানডিয়াম একটি শক্তিশালী শস্য পরিশোধক এবং কার্বাইড সাবেক। 0.05-0.15% এর কম ঘনত্বে, এটি গরম করার সময় অস্টেনাইট শস্যের সীমানা পিন করে, তাপ চিকিত্সার পরে একটি সূক্ষ্ম দানার আকার তৈরি করে। সূক্ষ্ম শস্য মানে উচ্চ ফলন শক্তি (হল-পেচ সম্পর্ক) এবং একই সাথে উন্নত দৃঢ়তা — একটি বিরল সংমিশ্রণ। ভ্যানডিয়াম মাইক্রোঅ্যালয়েড ফোরজিং স্টিলের (যেমন 38MnVS6) ডিজাইনের কেন্দ্রবিন্দু যেখানে এটি নিয়ন্ত্রিত শীতল করার সময় বৃষ্টিপাত শক্ত করে দেয়, যা খাদকে আলাদা নিভিয়ে ও মেজাজ চক্র ছাড়াই শক্তির প্রয়োজনীয়তা পূরণ করতে সক্ষম করে।
ম্যাঙ্গানিজ (Mn)
ম্যাঙ্গানিজ সমস্ত অ্যালয় স্টিলে উপস্থিত থাকে তবে শক্ত দ্রবণ শক্তিশালীকরণের মাধ্যমে শক্ত এবং প্রসার্য শক্তি বাড়াতে কার্বন ইস্পাত বেসলাইনের উপরে (সাধারণত 0.6-1.8% এমএন অ্যালয় গ্রেড) উপরে উন্নীত হয়। এটি সালফারের সাথে মিলিত হয়ে MnS অন্তর্ভুক্তি তৈরি করে, যা যন্ত্রের জন্য উপকারী। খুব উচ্চ ম্যাঙ্গানিজ স্তর (12% এর উপরে) অস্টেনিটিক স্টিল তৈরি করে যা অত্যন্ত দ্রুত কাজ করে - একটি সম্পূর্ণ ভিন্ন সম্পত্তি প্রোফাইল পরিধান প্লেট এবং ক্রাশার অংশগুলিতে নির্ভুল অ্যালয় স্টিলের ফোরজিংসের পরিবর্তে ব্যবহৃত হয়।
কিভাবে তাপ চিকিত্সা খাদ ইস্পাত Forgings মধ্যে চূড়ান্ত শক্তি নির্ধারণ করে
স্ট্রাকচারাল সার্ভিসে ব্যবহৃত অ্যালয় স্টিলের ফোরজিংসের জন্য নকল অবস্থা খুব কমই চূড়ান্ত অবস্থা। ফরজিংয়ের পরে তাপ চিকিত্সা চূড়ান্ত মাইক্রোস্ট্রাকচারকে নিয়ন্ত্রণ করে — এবং এর সাথে, শক্তি, কঠোরতা এবং দৃঢ়তার মধ্যে ভারসাম্য। একই 4140 ফোরজিং 700 MPa (অ্যানিলড) থেকে 1400 MPa পর্যন্ত (কঠিন এবং কম তাপমাত্রায় টেম্পারড) পর্যন্ত প্রসার্য শক্তিতে সরবরাহ করা যেতে পারে, সম্পূর্ণরূপে উল্লিখিত পোস্ট-ফার্জ তাপ চিকিত্সার উপর নির্ভর করে।
শান্ত এবং মেজাজ (প্রশ্ন ও টি)
এটি খাদ ইস্পাত forgings জন্য সবচেয়ে সাধারণ তাপ চিকিত্সা. ফোরজিংকে অস্টেনিটাইজ করা হয় (সাধারণত 4140-এর জন্য 830-870°C, 4340-এর জন্য 800-845°C), মার্টেনসাইট তৈরি করতে তেল বা জলে নিভিয়ে, তারপর 150°C এবং 650°C এর মধ্যে নিয়ন্ত্রিত তাপমাত্রায় টেম্পার করা হয়। টেম্পারিং তাপমাত্রা হল প্রাথমিক পরিবর্তনশীল নিয়ন্ত্রণকারী চূড়ান্ত শক্তি: 200 ডিগ্রি সেলসিয়াসে টেম্পারিং সর্বোচ্চ কঠোরতা প্রদান করে কিন্তু দুর্বল প্রভাব দৃঢ়তা; 600 ডিগ্রি সেলসিয়াসে টেম্পারিং কিছু শক্তি ত্যাগ করে কিন্তু চমৎকার দৃঢ়তা তৈরি করে। একটি 4340 ফোরজিং 315 ডিগ্রি সেলসিয়াসে টেম্পারেড প্রায় 1650 MPa প্রসার্য শক্তি অর্জন করে; একই ফোরজিং 595°C তাপমাত্রায় প্রায় 1000 MPa-এ নেমে আসে কিন্তু প্রভাব শক্তির মান তিনগুণেরও বেশি প্রদান করে।
স্বাভাবিক করুন এবং টেম্পার করুন
স্বাভাবিকীকরণ — নিভানোর পরিবর্তে অস্টিনিটাইজিং তাপমাত্রা থেকে বায়ু শীতলকরণ — Q&T-এর তুলনায় কম শক্তির সাথে একটি মুক্তালিটিক বা বেইনিটিক মাইক্রোস্ট্রাকচার তৈরি করে কিন্তু বড় ক্রস-সেকশন জুড়ে আরও অভিন্ন বৈশিষ্ট্য। খুব বড় অ্যালয় স্টিলের ফোরজিংস যেমন টারবাইন শ্যাফ্ট বা প্রেসার ভেসেল ফ্ল্যাঞ্জের জন্য যেখানে শারীরিকভাবে শক্ত করা অসম্ভব, স্বাভাবিক করা এবং মেজাজ হল মানক তাপ চিকিত্সা, ভারী বিভাগে 4140 এর মতো গ্রেডের জন্য 700-900 MPa রেঞ্জে প্রসার্য শক্তি অর্জন করা।
বৃষ্টিপাত শক্ত হওয়া এবং বার্ধক্য
কিছু মিশ্র স্টীল - বিশেষ করে ম্যারাজিং স্টিল এবং বৃষ্টিপাত-শক্তকারী স্টেইনলেস গ্রেডগুলি - তাদের অসাধারণ শক্তি অর্জন করে মার্টেনসাইট গঠনের মাধ্যমে নয় বরং 480-510 ডিগ্রি সেলসিয়াসে নিয়ন্ত্রিত বার্ধক্য চিকিত্সার সময় সূক্ষ্ম ইন্টারমেটালিক যৌগগুলির বৃষ্টিপাতের মাধ্যমে। ম্যারাজিং 350 অ্যালয় স্টিল ফোরজিংস এই পদ্ধতির মাধ্যমে 2400 MPa এর ফলন শক্তিতে পৌঁছতে পারে, যা বাণিজ্যিক স্কেলে তৈরি এবং কাঠামোগত অ্যাপ্লিকেশনগুলিতে ব্যবহৃত যে কোনও ইস্পাত পণ্যে অর্জনযোগ্য সর্বোচ্চ শক্তির পরিসর হিসেবে রয়ে গেছে।
খাদ ইস্পাত শক্তি বনাম অন্যান্য উপকরণ: সরাসরি তুলনা
অন্যান্য স্ট্রাকচারাল উপকরণের বিপরীতে খাদ ইস্পাত শক্তি স্থাপন করা ব্যাখ্যা করতে সাহায্য করে কেন এটি টাইটানিয়াম অ্যালয়, অ্যালুমিনিয়াম অ্যালয় এবং উন্নত কম্পোজিটের প্রাপ্যতা সত্ত্বেও ফোরজিং অ্যাপ্লিকেশনের দাবিতে প্রভাবশালী পছন্দ থেকে যায়।
| উপাদান | প্রসার্য শক্তি (MPa) | ফলন শক্তি (MPa) | ঘনত্ব (g/cm³) | নির্দিষ্ট শক্তি (MPa·cm³/g) |
|---|---|---|---|---|
| খাদ ইস্পাত 4340 (প্রশ্ন ও টি) | 1100-1450 | 980-1380 | 7.85 | 140-185 |
| কার্বন ইস্পাত 1045 (প্রশ্ন ও টি) | 570-700 | 380-520 | 7.85 | 73-89 |
| টাইটানিয়াম Ti-6Al-4V (নকল) | 930-1170 | 880-1100 | 4.43 | 210-264 |
| অ্যালুমিনিয়াম 7075-T6 (নকল) | 500-570 | 430-500 | 2.81 | 178-203 |
| ধূসর ঢালাই লোহা | 170-250 | N/A (ভঙ্গুর) | 7.20 | 24-35 |
নিখুঁত শক্তির ভিত্তিতে, খাদ ইস্পাত ফোরজিংস টাইটানিয়ামের সাথে প্রতিযোগিতামূলক এবং অ্যালুমিনিয়াম এবং ঢালাই আয়রনের চেয়ে অনেক বেশি। একটি নির্দিষ্ট শক্তির ভিত্তিতে (প্রতি ইউনিট ওজনের শক্তি), টাইটানিয়াম এবং উচ্চ-শক্তি অ্যালুমিনিয়াম খাদ ইস্পাতকে ছাড়িয়ে যায়, এই কারণেই মহাকাশের নকশা টাইটানিয়াম ব্যবহার করে যেখানে ওজন প্রাথমিক চালক। তবে, অ্যালয় স্টিল ফোরজিংস একটি খরচ-প্রতি-ইউনিট-শক্তি সুবিধা দেয় যা টাইটানিয়াম স্কেলে মেলে না , এবং তাদের উচ্চতর ইলাস্টিক মডুলাস (টাইটানিয়ামের জন্য 200 GPa বনাম 114 GPa) মানে লোডের নিচে কম বিচ্যুতি — নির্ভুল যন্ত্রপাতি, গিয়ার এবং যে কোনও প্রয়োগের জন্য গুরুত্বপূর্ণ যেখানে চাপের অধীনে মাত্রিক স্থিতিশীলতা গুরুত্বপূর্ণ।
খাদ ইস্পাত Forging শক্তি উপর বিভাগ আকার প্রভাব
খাদ ইস্পাত শক্তির সবচেয়ে কার্যত গুরুত্বপূর্ণ এবং অপ্রত্যাশিত দিকগুলির মধ্যে একটি হল এটি কীভাবে ক্রমবর্ধমান বিভাগের আকারের সাথে হ্রাস পায়। হার্ডনেবিলিটি - একটি ইস্পাতের ক্ষমতা তার ক্রস-সেকশন জুড়ে সম্পূর্ণ মার্টেনসাইট থেকে শক্ত হওয়ার ক্ষমতা - এটি নির্ধারণ করে যে বাস্তব উপাদানে কতটা তাত্ত্বিক সর্বোচ্চ শক্তি অর্জনযোগ্য।
কার্বন ইস্পাত 1045 এর খুব সীমিত কঠোরতা রয়েছে। একটি 25 মিমি ব্যাসের বারে, জলে নিভানোর ফলে প্রায় সম্পূর্ণ মার্টেনসিটিক মাইক্রোস্ট্রাকচার তৈরি হয় এবং সর্বাধিক শক্তির কাছাকাছি। একটি 100 মিমি ব্যাসের বারে, কোরটি খুব ধীরে ধীরে ঠান্ডা হয়ে মার্টেনসাইটে রূপান্তরিত হয়, যা পৃষ্ঠের থেকে 30-40% কম প্রসার্য শক্তি সহ মোটা পার্লাইট হিসাবে অবশিষ্ট থাকে। 200 মিমি ব্যাস দ্বারা, এমনকি 1045 বারের পৃষ্ঠটি অসম্পূর্ণভাবে শক্ত হয়ে যেতে পারে।
4140 অ্যালয় ইস্পাত এর ক্রোমিয়াম এবং মলিবডেনাম সংযোজন যথেষ্ট ভাল কঠোরতা বজায় রাখে। ইউনিফর্ম মার্টেনসাইট থেকে শক্ত করার মাধ্যমে তেল নিঃশেষে প্রায় 75 মিমি ব্যাস পর্যন্ত অর্জন করা যায়। 4340, এর যোগ করা নিকেল সামগ্রী সহ, এটিকে 100 মিমি বা তারও বেশি তেল নিভিয়ে দেয়। ক্রিটিক্যাল ক্রস-সেকশনে 200 মিমি-এর উপরে অ্যালয় স্টিলের ফোরজিংসের জন্য, বিশেষভাবে বড় অংশগুলির জন্য ডিজাইন করা গ্রেডগুলি — যেমন 26NiCrMoV14-5 বা 34CrNiMo6 — শুধুমাত্র পৃষ্ঠের কাছাকাছি নয়, পুরো বিভাগে ন্যূনতম ফলন শক্তির স্পেসিফিকেশনগুলি পূরণ হয়েছে তা নিশ্চিত করার জন্য প্রয়োজন৷
এই কারণেই টারবাইন রোটার, ভারী ক্র্যাঙ্কশ্যাফ্ট, বা চুল্লির চাপের জাহাজের জন্য বড় অ্যালয় স্টিলের ফোরজিংস ছোট উপাদানগুলির চেয়ে ভিন্ন উপাদানের গ্রেড ব্যবহার করে: 500 মিমি বা তার বেশি ব্যাস হতে পারে এমন ফোরজিংয়ের কেন্দ্ররেখায় থ্রু-হার্ডেনিং বৈশিষ্ট্য বহন করার জন্য অ্যালোয়িং অবশ্যই যথেষ্ট।
অ্যালয় স্টিল ফোরজিংসের ক্লান্তি শক্তি: চক্রীয় লোডিং বাস্তবতা
স্ট্যাটিক প্রসার্য এবং ফলন শক্তি শুধুমাত্র গুরুত্বপূর্ণ যে পরিমাপ না. পরিষেবাতে বেশিরভাগ কাঠামোগত ব্যর্থতা একক ওভারলোড থেকে নয় বরং ক্লান্তি থেকে ঘটে — বারবার সাইক্লিং লোডের অধীনে ফাটলগুলির প্রগতিশীল বৃদ্ধি স্থির ফলন পয়েন্টের নীচে। এখানেই অ্যালয় স্টিলের ফোরজিংস এমন সুবিধাগুলি প্রদর্শন করে যা সাধারণ প্রসার্য শক্তি সংখ্যাগুলি ক্যাপচার করে না।
ক্লান্তি শক্তি (স্ট্রেস প্রশস্ততা যা একটি উপাদান 10⁷ চক্রের জন্য ফ্র্যাকচার ছাড়াই সহ্য করতে পারে) প্রায় 1400 MPa টেনসিল পর্যন্ত স্টিলের জন্য প্রসার্য শক্তির সাথে একটি সাধারণ সম্পর্ক অনুসরণ করে: ক্লান্তির সীমা প্রসার্য শক্তির প্রায় 0.45-0.50 গুণ। এর মানে হল 1000 MPa প্রসার্য শক্তি সহ একটি 4140 অ্যালয় স্টিলের ফোরজিং এর সহনশীলতা সীমা প্রায় 450-500 MPa - 600 MPa টেনসিলে 1045 কার্বন স্টিলের ফোরজিংয়ের চেয়ে প্রায় দ্বিগুণ।
1400 MPa প্রসার্য শক্তির উপরে, এই সাধারণ অনুপাতটি ভেঙে যায়। উচ্চ-শক্তির খাদ ইস্পাত ফোরজিংস পৃষ্ঠের ফিনিস, অবশিষ্ট চাপ এবং মাইক্রোস্ট্রাকচারাল পরিচ্ছন্নতার প্রতি ক্রমবর্ধমান সংবেদনশীল হয়ে ওঠে। একটি মেশিনযুক্ত পৃষ্ঠ ফিনিস সহ 1600 MPa-এ একটি 4340 ফোর্জিং একটি পালিশ নমুনার তুলনায় অনেক কম প্রকৃত ক্লান্তি সীমা রয়েছে, কারণ পৃষ্ঠের স্ক্র্যাচগুলি স্ট্রেস ঘনীভূতকারী হিসাবে কাজ করে। এই কারণেই মহাকাশ এবং মোটরস্পোর্টের জন্য উচ্চ-পারফরম্যান্স অ্যালয় স্টিলের ফোরজিংস মেশিনিংয়ের পরে শট-পিন করা হয় — শট পিনিং দ্বারা প্ররোচিত সংকোচকারী অবশিষ্ট স্ট্রেস স্তর প্রতিনিধি লোডিং অবস্থার অধীনে 2-4 ফ্যাক্টর দ্বারা ক্লান্তি জীবনকে বাড়িয়ে তুলতে পারে।
নিয়ন্ত্রিত ফোরজিং অনুশীলন, সূক্ষ্ম শস্যের তাপ চিকিত্সা এবং পৃষ্ঠের প্রস্রাবের সংমিশ্রণ 4340 অ্যালয় স্টিলের ফোজিংয়ের কার্যকর ক্লান্তি শক্তিকে 700-800 MPa-এ ঠেলে দিতে পারে। — একটি মান যা মেশিনযুক্ত বিলেটের উপর নকল উপাদানগুলির জন্য স্বয়ংচালিত এবং মহাকাশ অগ্রাধিকারকে চালিত করে, যেখানে শস্য প্রবাহ নির্বিচারে এবং পৃষ্ঠের সংকোচনকারী স্তরগুলি অনুপস্থিত।
কী অ্যালয় স্টিল ফরজিং গ্রেড এবং তাদের শক্তি প্রোফাইল
সবচেয়ে সাধারণভাবে নির্দিষ্ট করা মিশ্র ইস্পাত ফোরজিং গ্রেডের ব্যবহারিক শক্তি খাম বোঝা ইঞ্জিনিয়ারদের প্রাথমিক উপাদান নির্বাচনের জন্য একটি কার্যকরী রেফারেন্স দেয়।
AISI 4140: দ্য জেনারেল-পারপাস ওয়ার্কহরস
4140 (0.38–0.43% C, 0.8–1.1% Cr, 0.15–0.25% Mo) হল সাধারণ শিল্প এবং তেল ও গ্যাস অ্যাপ্লিকেশনে সর্বাধিক ব্যবহৃত অ্যালয় স্টিল ফোরজিং গ্রেড। Q&T শর্তে, এটি বেশিরভাগ যান্ত্রিক অ্যাপ্লিকেশনের জন্য পর্যাপ্ত দৃঢ়তার সাথে 900-1100 MPa প্রসার্য শক্তি সরবরাহ করে। এটি ড্রিল কলার, টুল জয়েন্ট, কাপলিং হাতা, ফ্ল্যাঞ্জ এবং মিডিয়াম-ডিউটি শ্যাফটিং এর জন্য ডিফল্ট উপাদান। প্রাক-কঠিন অবস্থায় (28-34 HRC) এর চমৎকার মেশিনিবিলিটি এটিকে সেই দোকানগুলির জন্য ব্যবহারিক করে তোলে যেখানে মেশিনিং করার পরে তাপ চিকিত্সার ক্ষমতা নেই।
AISI 4340: উচ্চ-শক্তির কাঠামোগত অ্যাপ্লিকেশন
4340 (0.38–0.43% C, 1.65–2.00% Ni, 0.70–0.90% Cr, 0.20–0.30% Mo) শক্তি এবং দৃঢ়তায় 4140-এর উপরে ধাপ দখল করে। নিকেল সংযোজন মূল পার্থক্যকারী: এটি বৃহত্তর বিভাগে কঠোরতা প্রসারিত করে এবং নাটকীয়ভাবে নিম্ন-তাপমাত্রার কঠোরতা উন্নত করে। 4340 অ্যালয় স্টিল ফোরজিংস হল বিমানের ল্যান্ডিং গিয়ারের জন্য আদর্শ উপাদান (সাধারণত MIL-S-5000 প্রতি 1930 MPa টেনসিলে), বড় ডিজেল ইঞ্জিনে ভারী-শুল্ক ক্র্যাঙ্কশ্যাফ্ট এবং উচ্চ-কার্যক্ষমতা সম্পন্ন অ্যাক্সেল শ্যাফ্ট। এর গভীর কঠোরতা এটিকে 75 মিমি ক্রস-সেকশনের উপরে নকল অংশগুলির জন্য ন্যূনতম গ্রহণযোগ্য গ্রেড করে তোলে যেখানে পুরো যান্ত্রিক বৈশিষ্ট্যগুলির প্রয়োজন হয়।
300M: মহাকাশ অতি-উচ্চ শক্তি
300M মূলত 1.45-1.80% সিলিকন এবং 0.05-0.10% ভ্যানাডিয়াম সহ 4340 পরিবর্তিত। সিলিকন সংযোজন টেম্পারিংয়ের সময় মার্টেনসাইটকে নরম করে দেয়, স্টিলকে 1930 MPa-এর উপরে প্রসার্য শক্তিতে পৌঁছাতে দেয় এবং 60 MPa√m-এর উপরে ফ্র্যাকচার শক্ততা মান বজায় রাখে — একটি সংমিশ্রণ যা 4340 একই শক্তি স্তরে অর্জন করতে পারে না। 1960 এর দশক থেকে উত্পাদিত প্রায় প্রতিটি বাণিজ্যিক এবং সামরিক বিমানের ল্যান্ডিং গিয়ার এক্সেল একটি 300M অ্যালয় স্টিল ফোরজিং। সেই নিরাপত্তা-সমালোচনামূলক প্রয়োগে এর ক্লান্তি এবং ফ্র্যাকচারের দৃঢ়তার প্রমাণপত্রগুলি কয়েক দশকের প্রতিযোগিতামূলক উপাদান বিকাশ সত্ত্বেও এটিকে কার্যত অপরিবর্তনীয় করে তুলেছে।
EN36 এবং EN39: কেস হার্ডেনিং অ্যালয় স্টিলস
এই নিকেল-ক্রোমিয়াম কার্বারাইজিং গ্রেডগুলি অ্যালয় স্টিলের ফোরজিংসের জন্য ব্যবহৃত হয় যেখানে একটি খুব শক্ত, পরিধান-প্রতিরোধী পৃষ্ঠ (60-64 HRC) অবশ্যই একটি শক্ত, প্রভাব-প্রতিরোধী কোরের সাথে সহাবস্থান করতে হবে। ফোরজিংয়ের পরে, কার্বারাইজিং বা কার্বনিট্রাইডিং পৃষ্ঠের 0.5-2.0 মিমি গভীরতায় কার্বন যোগ করে। ফলাফলটি এমন একটি উপাদান যা পৃষ্ঠে যোগাযোগের ক্লান্তি এবং পরিধান প্রতিরোধ করার সময় শক্ত কোরের মধ্য দিয়ে শক লোড শোষণ করে — পাওয়ার ট্রান্সমিশন এবং মাইনিং সরঞ্জামগুলিতে ভারী-শুল্ক গিয়ার, ক্যামশ্যাফ্ট এবং স্প্লিনড শ্যাফ্টের জন্য প্রয়োজনীয় সঠিক সংমিশ্রণ।
H13 এবং H11: হট ওয়ার্ক টুল ইস্পাত Forgings
H13 (5% Cr, 1.5% Mo, 1% V) হট ওয়ার্ক টুলিংয়ের জন্য বিশ্বব্যাপী মান। যখন বার স্টকের পরিবর্তে একটি ফোরজিং হিসাবে উত্পাদিত হয়, তখন স্ট্রাকচারাল অ্যালয় স্টিলের জন্য বর্ণিত একই শস্য প্রবাহ এবং ঘনত্বের সুবিধাগুলি থেকে H13 উপকৃত হয়। অ্যালুমিনিয়াম ডাই কাস্টিংয়ের জন্য নকল H13 ডাই ইনসার্টগুলি নথিভুক্ত উত্পাদন তুলনাতে মেশিন থেকে বারের বিকল্পগুলির তুলনায় 20-40% বেশি পরিষেবা জীবন অর্জন করে, কেবল কারণ ফোরজিং মাইক্রোপোরোসিটি বন্ধ করে এবং কার্বাইড বিতরণকে আরও অনুকূলভাবে সারিবদ্ধ করে। পরিষেবাতে H13 কঠোরতা সাধারণত 44-50 HRC, ঘরের তাপমাত্রায় 1600 MPa-এর উপরে সংকোচনশীল ফলন শক্তি প্রদান করে, 600°C তাপমাত্রায় 600 MPa-এর উপরে বজায় থাকে।
খাদ ইস্পাত ফোরজিং শক্তি পরীক্ষা এবং যাচাই করা
খাদ ইস্পাত forgings জন্য শক্তি দাবি শুধুমাত্র উপাদান শংসাপত্রের ভিত্তিতে অধিকাংশ সমালোচনামূলক অ্যাপ্লিকেশন গ্রহণ করা হয় না. প্রোডাকশন ফোরজিংস থেকে নেওয়া টেস্ট কুপনের শারীরিক পরীক্ষা - অথবা ফোরজিঙের সাথে সংযুক্ত প্রতিনিধি প্রলম্বন থেকে - বেশিরভাগ সংগ্রহের মানগুলির দ্বারা প্রয়োজনীয়।
খাদ ইস্পাত forgings জন্য মানক যোগ্যতা পরীক্ষা অন্তর্ভুক্ত:
- ঘরের তাপমাত্রা প্রসার্য পরীক্ষা: চূড়ান্ত প্রসার্য শক্তি, 0.2% প্রমাণ (ফলন) শক্তি, প্রসারণ %, এবং ক্ষেত্রফল % হ্রাস পরিমাপ করে। এই চারটি মান সম্পূর্ণরূপে স্থির যান্ত্রিক প্রতিক্রিয়া চিহ্নিত করে।
- Charpy V-notch প্রভাব পরীক্ষা: নির্দিষ্ট তাপমাত্রায় (প্রায়শই 0°C, -20°C, বা -40°C প্রয়োগের উপর নির্ভর করে), এটি জুলে শোষিত শক্তি পরিমাপ করে এবং নিশ্চিত করে যে উপাদানটি তার ভঙ্গুর ট্রানজিশন জোনে কাজ করছে না।
- ব্রিনেল বা রকওয়েল কঠোরতা: প্রসার্য শক্তির জন্য একটি দ্রুত, অ-ধ্বংসাত্মক প্রক্সি (স্টিলের জন্য 1 HBW ≈ 3.5 MPa টেনসাইল) ধ্বংসাত্মক পরীক্ষার আগে ফোরজিংস স্ক্রীন করতে এবং একটি ব্যাচ জুড়ে তাপ চিকিত্সা অভিন্নতা যাচাই করতে ব্যবহৃত হয়।
- অতিস্বনক পরীক্ষা (UT): অভ্যন্তরীণ ত্রুটিগুলি সনাক্ত করতে ভলিউমেট্রিক পরিদর্শন যা কার্যকর লোড-বহনকারী ক্রস-সেকশনকে হ্রাস করবে। ASTM A388 বা EN 10228-3 প্রতি গ্রহণযোগ্যতার মাত্রা সর্বাধিক অনুমোদিত ইঙ্গিত আকার নির্ধারণ করে।
- ফ্র্যাকচার শক্ততা (K₁c): মহাকাশ এবং পারমাণবিক খাদ ইস্পাত forgings জন্য প্রয়োজনীয়. চাপের তীব্রতার ফ্যাক্টর পরিমাপ করে যেখানে একটি ফাটল অস্থিরভাবে প্রচার করবে, MPa√m এ প্রকাশ করা হয়। 4340 এ 1380 MPa টেনসিল সাধারণত 50-60 MPa√m এর K₁c অর্জন করে; সিলিকন পরিবর্তনের কারণে একই শক্তি স্তরে 300M 65-80 MPa√m অর্জন করে।
NACE MR0175 দ্বারা নিয়ন্ত্রিত তেল এবং গ্যাস অ্যাপ্লিকেশনগুলিতে, কঠোরতা পরীক্ষা শুধুমাত্র একটি গুণমান পরীক্ষা নয় - এটি একটি নিরাপত্তা যাচাইকরণ, যেহেতু সালফাইড স্ট্রেস ক্র্যাকিং ঝুঁকির কারণে 22 HRC (প্রায় 760 MPa টেনসাইল) এর বেশি কোনো অ্যালয় স্টিল ফোরজিং নিষিদ্ধ। এটি এমন একটি ক্ষেত্রে যেখানে সর্বাধিক অনুমোদনযোগ্য শক্তি উপাদানটির সক্ষমতার চেয়ে কম, যান্ত্রিক লোডিং সীমার পরিবর্তে পরিবেশগত ক্র্যাকিং দ্বারা চালিত হয়।
রিয়েল-ওয়ার্ল্ড স্ট্রেন্থ পারফরমেন্স: অ্যালয় স্টিল ফোরজিংস ইন সার্ভিস
ল্যাবরেটরি যান্ত্রিক সম্পত্তি ডেটা দেখায় যে খাদ ইস্পাত ফোরজিংস নিয়ন্ত্রিত পরিস্থিতিতে কী অর্জন করতে পারে। ফিল্ড সার্ভিসে যা ঘটে তা প্রায়শই শক্তি, ক্লান্তি প্রতিরোধ এবং দৃঢ়তার সংমিশ্রণ সম্পর্কে আরও সম্পূর্ণ গল্প বলে যা উচ্চ-চাহিদাযুক্ত শিল্পগুলিতে অ্যালয় স্টিলের ফোরজিংসকে প্রভাবশালী পছন্দ করে তোলে।
বাণিজ্যিক যানবাহন পাওয়ারট্রেনে, নকল অ্যালয় স্টিলের ক্র্যাঙ্কশ্যাফ্টগুলি নিয়মিতভাবে 800,000 কিমি বা তার বেশি পরিষেবা জমা করে যখন স্পেসিফিকেশনে তৈরি করা হয় তখন কোনও ক্লান্তি ব্যর্থ হয় না। নোডুলার ঢালাই আয়রন থেকে উত্পাদিত একই ক্র্যাঙ্কশ্যাফ্ট জ্যামিতি - একটি সাধারণ খরচ-হ্রাস প্রতিস্থাপন - সমতুল্য অবস্থার অধীনে এক-তৃতীয়াংশ থেকে এক-অর্ধেক মাইলেজে ক্লান্তি ব্যর্থতা দেখায়, যে কারণে প্রতিটি ভারী ট্রাক OEM ক্র্যাঙ্কশ্যাফ্টের জন্য উচ্চতর উপাদান খরচ সত্ত্বেও অ্যালয় স্টিল ফোরজিংস নির্দিষ্ট করে চলেছে৷
তেল ও গ্যাস সেক্টরে, 4140টি অ্যালয় স্টিলের ড্রিল কলার ফোরজিংস কম্বাইন্ড টর্শন, বাঁকানো, এবং অক্ষীয় লোডের অধীনে কাজ করে নীচের গর্তের সমাবেশগুলিতে, একটি কূপের জীবনের লক্ষ লক্ষ বার সাইকেল চালায়। যথাযথভাবে তাপ-চিকিত্সা করা 4140 ফোরজিংস API স্পেক 7-1 প্রয়োজনীয়তা পূরণের জন্য নথিভুক্ত ড্রিল কলার ব্যর্থতার হার অত্যন্ত কম - এবং বেশিরভাগ ব্যর্থতা যা অনুপযুক্ত তাপ চিকিত্সা, ক্ষয় ক্ষতি, বা অন্তর্নিহিত উপাদান দুর্বলতার পরিবর্তে ক্ষতি পরিচালনা করে।
বিদ্যুৎ উৎপাদন সেক্টরে, স্টিম টারবাইনের জন্য বড় কম-অ্যালয় ইস্পাত রটার ফোরজিংস - সাধারণত 25-100 টন - বেস-লোড পাওয়ার প্ল্যান্টে ক্রমাগত চক্রাকার তাপীয় এবং যান্ত্রিক লোডিংয়ের অধীনে 40 বছরের বেশি পরিষেবা জীবন প্রদর্শন করেছে। পারফরম্যান্স রেকর্ড হল টাইট কম্পোজিশন কন্ট্রোল, ভ্যাকুয়াম ডিগ্যাসিং এবং ব্যাপক যান্ত্রিক পরীক্ষার একটি প্রত্যক্ষ ফলাফল যা ফোরজিং সুবিধা ছাড়ার আগে বৃহৎ অ্যালয় স্টিলের ফোরজিংসের মধ্য দিয়ে যায়। সেই আকার এবং ওজনের রটারগুলির জন্য অন্য কোনও উত্পাদন রুট একই নির্ভরযোগ্যতার রেকর্ডে পৌঁছায়নি৷