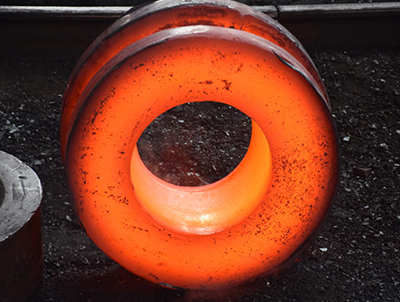
ইস্পাত খাদ মৌলিকভাবে লোহা এবং কার্বন দিয়ে তৈরি, কিন্তু যা সাধারণ ইস্পাতকে উচ্চ-কার্যক্ষমতাসম্পন্ন অ্যালোয় ইস্পাতে রূপান্তরিত করে তা হল ইচ্ছাকৃতভাবে এক বা একাধিক অ্যালোয়িং উপাদানের সংযোজন — যেমন ক্রোমিয়াম, নিকেল, মলিবডেনাম, ম্যাঙ্গানিজ, ভ্যানডিয়াম বা টংস্টেন — প্রতিটি নির্দিষ্ট যান্ত্রিক বা রাসায়নিক বৈশিষ্ট্যে অবদান রাখে। খাদ ইস্পাত forgings , উচ্চ কম্প্রেসিভ শক্তির অধীনে এই সমৃদ্ধ উপাদানকে আকার দেওয়ার মাধ্যমে উত্পাদিত, শিল্প উত্পাদনে ধাতব কাজের সবচেয়ে কাঠামোগতভাবে নির্ভরযোগ্য ফর্মগুলির একটি প্রতিনিধিত্ব করে।
স্টিলের বেস কম্পোজিশন হল লোহা (ফে) সাধারণত কার্বন (C) এর সাথে মিলিত হয় ওজন দ্বারা 0.05% থেকে 2.0% . তারপর প্রয়োগের উপর নির্ভর করে কঠোরতা, প্রসার্য শক্তি, জারা প্রতিরোধের, কঠোরতা বা তাপ প্রতিরোধের পরিবর্তন করতে নিয়ন্ত্রিত শতাংশে অ্যালোয়িং উপাদানগুলি চালু করা হয়। এই ইচ্ছাকৃত কম্পোজিশন ইঞ্জিনিয়ারিং যা খাদ ইস্পাতকে প্লেইন কার্বন ইস্পাত থেকে আলাদা করে — এবং এটিই তৈরি করে খাদ ইস্পাত forgings তাই তেল ও গ্যাস, মহাকাশ, স্বয়ংচালিত, এবং ভারী যন্ত্রপাতির মতো চাহিদার শিল্পে মূল্যবান।
মূল উপাদান যা খাদ ইস্পাত তৈরি করে
অ্যালয় স্টিল কী দিয়ে তৈরি তা বোঝার জন্য এর মৌলিক বিল্ডিং ব্লকগুলি দেখতে হবে। প্রতিটি উপাদান একটি উদ্দেশ্য পরিবেশন করে - একটি গণনা করা কারণ ছাড়া কোনটি যোগ করা হয় না।
আয়রন (Fe)
প্রাথমিক বেস ধাতু। আয়রন কাঠামোগত মেরুদণ্ড প্রদান করে। খাঁটি লোহা তুলনামূলকভাবে নরম এবং নমনীয়, এই কারণেই এর যান্ত্রিক কর্মক্ষমতা বাড়াতে কার্বন এবং অন্যান্য সংকর উপাদান যুক্ত করা হয়। লোহা সাধারণত গঠন করে 97% বা তার বেশি বেশিরভাগ খাদ ইস্পাত গ্রেডে মোট রচনার।
কার্বন (C)
সবচেয়ে গুরুত্বপূর্ণ alloying উপাদান. কার্বন সামগ্রী সরাসরি কঠোরতা এবং প্রসার্য শক্তি নিয়ন্ত্রণ করে। কম খাদ ইস্পাত সীমার মধ্যে কার্বন ধারণ করে 0.15% থেকে 0.50% . উচ্চতর কার্বন সামগ্রী কঠোরতা বাড়ায় কিন্তু ওয়েল্ডেবিলিটি এবং দৃঢ়তা হ্রাস করে, ফরজিং অ্যাপ্লিকেশনগুলিতে সতর্ক ভারসাম্য প্রয়োজন।
ক্রোমিয়াম (Cr)
থেকে পরিমাণে যোগ করা হয়েছে 0.5% থেকে 18% , ক্রোমিয়াম নাটকীয়ভাবে জারা প্রতিরোধের এবং কঠোরতা উন্নত করে। 10.5% এর উপরে স্তরে, ইস্পাত স্টেইনলেস হয়ে যায়। উচ্চ-তাপমাত্রার অ্যাপ্লিকেশনের জন্য অ্যালয় স্টিলের ফোরজিংসে, ক্রোমিয়াম উচ্চ তাপমাত্রায় কার্বাইডকে স্থিতিশীল করে, তাপের নিচে নরম হওয়া রোধ করে।
নিckel (Ni)
নিckel improves toughness, particularly at low temperatures, and enhances corrosion resistance. It is commonly used in amounts of 1% থেকে 5% কাঠামোগত খাদ ইস্পাত মধ্যে. ক্রোমিয়ামের সংমিশ্রণে, নিকেল চাপের জাহাজ ফোরজিংস এবং টারবাইন উপাদানগুলির জন্য উপলব্ধ সবচেয়ে প্রভাব-প্রতিরোধী খাদ স্টিলগুলির কিছু তৈরি করে।
মোlybdenum (Mo)
উচ্চ-কার্যক্ষমতা সম্পন্ন খাদ স্টিলের সবচেয়ে মূল্যবান সংযোজনগুলির মধ্যে একটি, মলিবডেনাম সাধারণত এখানে যোগ করা হয় 0.15% থেকে 1.0% . এটি উল্লেখযোগ্যভাবে কঠোরতা, মেজাজ বাধা প্রতিরোধ এবং উচ্চ-তাপমাত্রা শক্তি বৃদ্ধি করে। তেল ড্রিলিং এবং পেট্রোকেমিক্যাল পরিবেশে ব্যবহৃত অ্যালয় স্টিলের ফোরজিংসে প্রায় সবসময়ই মলিবডেনাম থাকে।
ম্যাঙ্গানিজ (Mn)
ম্যাঙ্গানিজ ইস্পাত তৈরির সময় ডিঅক্সিডেশনে অবদান রাখে এবং কঠোরতা এবং প্রসার্য শক্তি উন্নত করে। এটি আয়রন সালফাইডের পরিবর্তে ম্যাঙ্গানিজ সালফাইড গঠন করে সালফারের ক্ষতিকর প্রভাবকে নিরপেক্ষ করে। স্তর সাধারণত থেকে পরিসীমা 0.30% থেকে 1.80% স্ট্যান্ডার্ড খাদ ইস্পাত গ্রেড মধ্যে.